
Es wird auch als elektroerosives Bearbeiten, Drahtschneiden (bzw. englisch als „wirecutting“) bezeichnet. Als Bearbeitungselektrode dient dabei ein dünner, ständig durchlaufender Draht von EDM-TEC.
Der EDM-TEC Erodierdraht ist auf einer Spule aufgewickelt und wird von dort über Umlenkrollen und die Bremsrolle zur oberen Drahtführung geführt. Durch zwei gegenüberliegende Antriebsrollen wird der EDM-TEC Draht mit einer definierten Drahtspannung im Bereich von 5 bis 25 Newton und einer Geschwindigkeit mit bis zu 25 m/min durch das Werkstück und durch die untere Drahtführung gezogen und danach entsorgt. Die Drahtführungen ober- und unterhalb des Werkstücks führen und stützen den EDM-TEC Draht und unterdrücken Schwingungen. Des Weiteren dienen die Drahtführungen dazu, beim Konischschneiden einen definierten Umlenkpunkt zu haben. Die Werkstücke werden in einem flüssigen Dielektrikum geschnitten. Dieses besteht aus deionisiertem Wasser. Einige spezielle Maschinen arbeiten aber auch mit Erodieröl. Durch permanente Spülung entsorgt das Dielektrikum den anfallenden Erodierabfall aus dem Schnittspalt und kühlt den EDM-TEC Draht, der bei geringem Querschnitt einen hohen Strom aufnehmen muss. Der Erodiervorgang beginnt entweder an einem Startpunkt am Werkstückrand oder in einer Startlochbohrung. Diese wird vorher durch Bohren oder Senkerodieren in das Werkstück eingebracht. Durch diese muss der Erodierdraht von EDM-TEC eingefädelt werden.
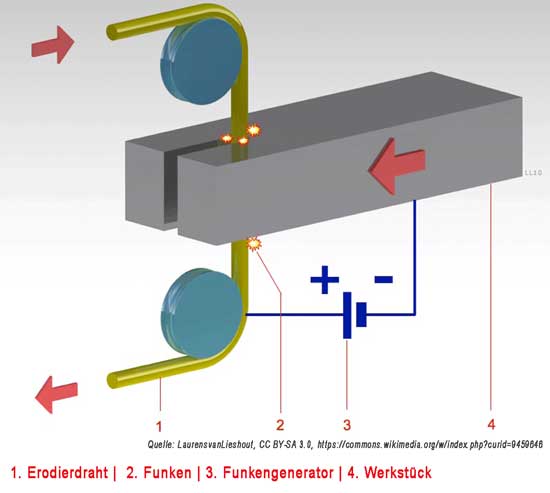
Grundlegend gilt, dass der EDM-TEC Erodierdraht positiv und das Werkstück negativ gepolt ist. Dadurch findet die für den Abtrag ebenfalls relevante Elektromigration vom Werkstück weg statt (Metallionen sind positiv geladen). In den Nachschnitten kann die Polung auch anders oder wechselnd sein.
Dies ist abhängig von der Technologie des jeweiligen Maschinenherstellers.
Nähert sich der EDM-TEC Erodierdraht dem Werkstück auf einen sehr kleinen Abstand, bildet sich an der Stelle mit dem geringsten Abstand ein elektrisches Feld, in den positiv und negativ geladene Ionen stark beschleunigt werden. Diese Ionen bilden einen ionisierten Kanal zwischen Werkstück und Elektrode, der Elektrizität leitet. Jetzt kollidieren die Ionen in dem Endladungskanal, was zu einem sichtbaren Funken führt. Gleichzeitig bildet sich eine Gasblase aus dem verdampfendem Dielektrikum und Material (Elektrode und Werkstück). In der Gasblase steigt der Druck gleichmäßig an und es bildet sich Plasma. Die Blase vergrößert sich, bis sie räumlich durch Elektrode und Werkstück begrenzt wird. Jetzt wird der Strom durch das Einleiten der Impulspause unterbrochen und die Blase implodiert. Durch die Implosion wird geschmolzenes Material aus dem Werkstück und auch aus der Elektrode gerissen. Wird die Impulspause zu spät eingeleitet (Impulsdauer zu lang), kann ein Lichtbogen entstehen, welcher zu einem Drahtriss führt.
Die Einstellungen des Generators für den Bediener sind von dem Hersteller in Technologien hinterlegt. Sie enthalten z. B. die Entladedauer, Entladepause, Stromstärke sowie Spannung (auch Leerlaufspannung), Kondensatorkapazität, Arbeitsspannung (Servospannung), maximalen Vorschub sowie die grundsätzliche Generatorschaltung (Modus oder Pulsmode)
Die maximale Generatorleistung bei Drahterodiermaschinen wird meist mit ihrer Schruppleistung in Quadratmillimeter pro Minute (mm²/min) angegeben. Mittlerweile gibt es Maschinen, die mit bis zu 500 mm²/min arbeiten. Da solche Geschwindigkeiten aber mehr zerstören als rentabel ist, wird beim Hauptschnitt oder Schruppschnitt (Schnitt durch volles Material) mit 150 mm²/min bis 250 mm²/min gearbeitet. Dabei gilt die Referenzhöhe von 60 mm.
Oft wird mit niedrigeren Generatoreinstellungen nachgeschnitten, um höhere Genauigkeiten und bessere Oberflächen zu erreichen. Um Genauigkeiten im Bereich von weniger als 2 µm zu erreichen, wird je nach Hersteller bis zu achtmal nachgeschnitten.
Weitere Erodierverfahren sind das Senkerodieren und das funkenerosive Bohren.
Als Drahtwerkstoff wird meist Messing verwendet. Aber auch Kupfer, Wolfram und Stahl finden zunehmend mehr Verwendung. Um die Schneidleistung und Genauigkeit zu erhöhen, werden Erodierdrähte mit Zink und anderen Materialien beschichtet und/oder thermisch behandelt. Der Standarddurchmesser beträgt in Europa 0,25 mm und in Asien 0,2 mm. Erodierdrähte von EDM-TEC sind aufgrund der hohen Toleranz (1 µm bis 2 µm) im Bereich von 0,02 mm bis 0,33 mm verfügbar.